FMEA经典案例
VIP免费

潜在失效模式及后果分析 FMEA 编号: PFMEA-S02-76
(过程 FMEA) 页码: 1 / 13
项目名称:SPARK
后簧 过程责任: 编制人:
车型年/车辆类型:SPARK 关键日期: FMEA 日期(原始):10 / 3 / 20 修订:10/4/10
主要参加人:
序
号
过程功
能要求
潜 在 失 效 模
式
潜 在 失 效 的
后果
严
重
度
数
级
别
潜 在 失 效
的起因/机
理
频
度
数
现行的过程控制 不
可
探
测
度
数
风 险
顺 序
数
建议的措
施
责 任 和
目 标 完
成日期
措施结果
采 取
的 措
施
严
重
度
数
频
度
数
不 可
探 测
度数
风 险
顺 序
数
预防 检查
1
0.1
原材料
运输
-无毛刺
-无划伤
-标签
0.1-1 原材料表
面生锈
影响弹簧疲劳
寿命 7
原材料包装
不完善 3
-要求供货厂
严格按我厂
要求包装
-仓库人员对
来料外观进
行检查
6 126
1在与供
应商的协
议内确定
包装标准
2制定外
观的包装
检验规程
3对来料
的人员进
行包装检
查的培训
建立看板
方法
7 3 5 105
储存时间过
长3-先进先出控
制程序更新
-建立看板,
目视控制 3 63 7 3 3 63
0.1-2 原材料表
面碰伤
影响弹簧疲劳
寿命 7
运输过程中
发生碰撞
3
用集装箱运
输并固定住
-仓库来料目
视检查 6 126
5 2 5 50
原材料包装
不完善 见上 仓库来料目
视检查
0.1-3 标牌丢失
/批号信息丢失
没有可靠的追
溯性 5捆扎松 -包装方案确
认
-来料目视检
查6 90
检查和完
善来料控
制程序
1.1原材料
检验
1.1-1 不合格材
料入库
生产产品不合
格7未检验出不
合格材料 2
技术认可
建立自检报
告
检验员严格
按检验规程
检验
4 56

潜在失效模式及后果分析 FMEA 编号: PFMEA-S02-76
(过程 FMEA) 页码: 2 / 13
项目名称:SPARK
后簧 过程责任: 编制人:
车型年/车辆类型:SPARK 关键日期: FMEA 日期(原始):10 / 3 / 20 修订:10/4/10
主要参加人:
序
号
过程功
能要求
潜 在 失 效 模
式
潜 在 失 效 的
后果
严
重
度
数
级
别
潜 在 失 效
的起因/机
理
频
度
数
现行的过程控制 不
可
探
测
度
数
风 险
顺 序
数
建议的措
施
责 任 和
目 标 完
成日期
措施结果
采 取
的 措
施
严
重
度
数
频
度
数
不 可
探 测
度数
风 险
顺 序
数
预防 检查
1
1.2 原 材 料
储 存 和
搬运
检验器具失
效2确定刻度单
位
质保部定期对
检验器具进行
校验
3 42
5
分供方和中
国弹簧厂在
检验方式上
存在差异
2
和 分 供 方
确定检验器
具
质保部定期对
检验器具进行
校验
3 30
分供方检
验器具确
定
5 2 3 30
1.2-1 不合格的
丸粒
影响弹簧的疲
劳寿命
5供应商提供
不合格的丸
粒
2供应商技术
认可
对丸粒的来料
检查
3 30
1.2-2 磷化液不
符合规范
影响涂层质量 5供应商提供
不合格的磷
化液
2供应商技术
认可
对磷化液进行
来料检查
3 30
1.2-3 涂装的粉
末不符合规范
影响涂层质量 5供应商提供
的粉末不符
合规范
2供应商技术
认可
对粉末进行来
料检查
3 30
1.2-4 原材料表
面生锈
影响弹簧疲劳
寿命
7原材料存放
时间过长
2根 据 FI/FO
发放原材料
-仓库管理员
严格按“先进
先出”的要求
发放材料
-首件检查
2 28
改用软绳
吊装材料
7 2 2 28

潜在失效模式及后果分析 FMEA 编号: PFMEA-S02-76
(过程 FMEA) 页码: 3 / 13
项目名称:SPARK
后簧 过程责任: 编制人:
车型年/车辆类型:SPARK 关键日期: FMEA 日期(原始):10 / 3 / 20 修订:10/4/10
主要参加人:
序
号
过程功
能要求
潜 在 失 效 模
式
潜 在 失 效 的
后果
严
重
度
数
级
别
潜 在 失 效
的起因/机
理
频
度
数
现行的过程控制 不
可
探
测
度
数
风 险
顺 序
数
建议的措
施
责 任 和
目 标 完
成日期
措施结果
采 取
的 措
施
严
重
度
数
频
度
数
不 可
探 测
度数
风 险
顺 序
数
预防 检查
1
1.2-5 从仓库到
原材料搬运途
中原材料表面
碰伤
影响弹簧疲劳
寿命 7原材料吊装
时碰伤 4
严禁用钢丝
绳吊装无外
包 装 的 材
料,
-操作工自我
检查
-质保部抽样
检查
2 56 7 4 2 56
2-1 表面不能达
到平滑要求
影响弹簧的疲
劳寿命 6 HIC 卷簧机滚轮
调整不正确 31.首件认可
1.操作工定
期抽检一班 1
次/2h
2.质保定期
抽检 1次/4h
3 36
2-2. 总 圈 数 不
能达到要求 影响弹簧装配6 HIC
-外径偏差
-送料长度偏
差
4
1.设 备 卷
绕方向
保证
2. 首 件 认
可
1.操作工定
期抽检一班 1
次/2h
2.质保定期
抽检 1次/4h
3 72 专用量具 6 4 2 40
2
冷卷 成
形
-达 到
指定几
何 尺
寸:
表 面 平
滑
2-3.旋向错误 影响弹簧影响
弹簧装配6方向绕反 2同上最后线菏载测
试误差验证1 12

标签: #FMEA
摘要:
展开>>
收起<<
潜在失效模式及后果分析FMEA编号:PFMEA-S02-76(过程FMEA)页码:1/13项目名称:SPARK后簧过程责任:编制人:车型年/车辆类型:SPARK关键日期:FMEA日期(原始):10/3/20修订:10/4/10主要参加人:序号过程功能要求潜在失效模式潜在失效的后果严重度数级别潜在失效的起因/机理频度数现行的过程控制不可探测度数风险顺序数建议的措施责任和目标完成日期措施结果采取的措施严重度数频度数不可探测度数风险顺序数预防检查10.1原材料运输-无毛刺-无划伤-标签0.1-1原材料表面生锈影响弹簧疲劳寿命7原材料包装不完善3-要求供货厂严格按我厂要求包装-仓库人员对来料外观进行检...
声明:如果您的权利被侵害,请联系我们的进行举报。
相关推荐
-
IVD产品设计开发以及注册申报流程图VIP免费
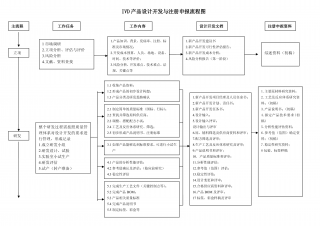
 2024-04-12 148
2024-04-12 148 -
医疗器械设计开发控制指南VIP免费
 2024-04-12 220
2024-04-12 220 -
YY∕T 0664-2020医疗器械软件软件生存周期过程核查表VIP免费
 2024-04-12 202
2024-04-12 202 -
创新医疗器械注册申报流程
 2024-05-02 110
2024-05-02 110 -
20221028_医疗器械生产现场核查缺陷分析交流(江苏药省监局审核查验中心) (1)VIP免费
 2024-05-09 73
2024-05-09 73 -
医疗器械网络安全漏洞自评报告VIP专享
 2024-11-18 263
2024-11-18 263 -
内审检查表 MDR法规VIP免费
 2025-04-07 157
2025-04-07 157 -
国产三类医疗器械首次注册-申报前准备工作VIP免费
 2025-09-03 19
2025-09-03 19 -
国产三类医疗器械首次注册-申报流程VIP免费
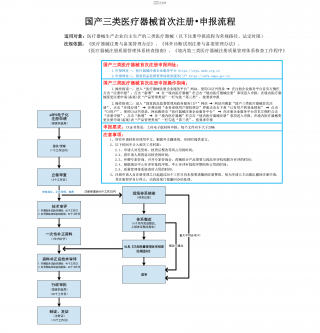 2025-09-03 23
2025-09-03 23 -
国产三类医疗器械变更注册VIP免费
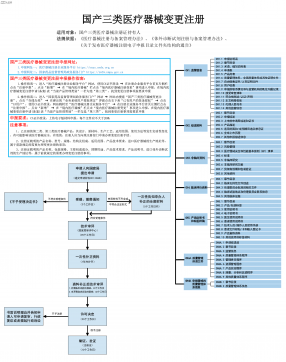 2025-09-03 18
2025-09-03 18
作者:多多猪
分类:实用文档
属性:13 页
大小:205.5KB
格式:DOC
时间:2025-07-30